


钣金加工中的钣金下料工艺介绍:激光切割,剪板,冲压-中山铭偌金属
钣金加工中对材料的切割过程是指通过施加足够大的力来使一块金属板分离以使材料失效的过程。最常见的切割过程通过施加剪切力来执行,因此有时被称为剪切过程。当施加足够大的剪切力时,材料中的剪切应力将超过 极限剪切强度,并且材料将在切割位置处失效并分离。该剪切力由两个工具施加,一个在工具上方,一个在工件下方。这些工具是否是一拳 如果是模具或上下刀片,则工具板上方的工具会对位于下部工具上方的金属板进行快速向下吹动。在上部和下部工具的边缘之间存在小的间隙,这有利于材料的破裂。该间隙的尺寸通常为材料厚度的2-10%,并取决于若干因素,例如特定的剪切过程,材料和板材厚度。
随着切割的进行,剪切对材料的影响发生变化,并且在剪切材料的边缘可见。当冲头或刀片撞击片材时,工具之间的间隙允许片材塑性变形并使边缘“翻转”。当工具进一步穿透板材时,剪切产生垂直抛光的材料区域。最后,剪切应力太大,材料以一定角度破裂,边缘处形成小毛刺。切割的这些部分中的每一个的高度取决于若干因素,包括工具的锋利度和工具之间的间隙。

剪边缘
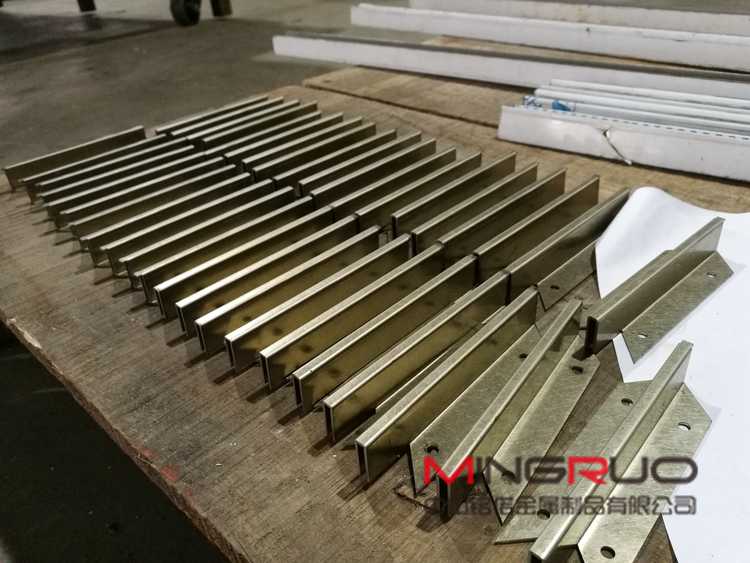
钣金加工中对材料的各种切割利用剪切力过程的存在分离或从一块片的去除材料的库存以不同的方式。每个过程都能够形成特定类型的切口,一些具有用于分离一部分材料的开放路径,一些具有用于切割和移除该材料的闭合路径。通过将许多这些工艺结合在一起,可以制造具有任何2D几何形状的切口和轮廓的钣金零件。这种切割过程包括以下内容:
· 剪切 - 将材料分成两部分
· 冲裁 - 去除用于零件的材料
· 常规消隐
· 精细冲裁
· 冲孔 - 去除材料作为废料
· 冲孔
· 插
· 射孔
· 切角
· 嗑
· 采血
· 纵剪
· 离别
· 隔断
· 修剪
· 刮
· 裁切
剪毛
如上所述,钣金加工中对材料的加工工艺通过利用剪切力切割金属板的若干切割工艺 。然而,术语“剪切”本身是指特定的切割过程,其产生直线切割以分离一块金属板。最常见的是,剪切用于切割平行于现有边缘的片材,该边缘保持方形,但也可以进行成角度的切割。出于这个原因,剪切主要用于切成片状 库存成较小尺寸在其他进程制备。剪切具有以下功能:
· 板厚:0.005-0.25英寸
· 公差:±0.1英寸(可行±0.005英寸)
· 表面光洁度:250-1000μin(125-2000μin可行)
钣金加工中对材料的剪切过程在剪切机上进行,剪切机通常称为平方剪切或动力剪切,其可以手动(通过手或脚)或通过液压,气动或电力操作。典型的剪切机包括具有用于保持片材的支撑臂的桌子,用于固定片材的止动件或引导件,上部和下部直边刀片,以及用于精确定位片材的计量装置。将片材放置在上刀片和下刀片之间,然后将其一起压在片材上,切割材料。在大多数设备中,下刀片保持静止,而上刀片被迫向下。上刀片略微偏离下刀片,约为片材厚度的5-10%。也,上刀片通常成角度,使得切口从一端前进到另一端,从而减小所需的力。这些机器中使用的刀片通常具有方形边缘而不是刀口,并且可以采用不同的材料,例如低合金钢和高碳钢。

剪毛
消隐
钣金加工中对材料的冲裁是一种切割工艺,其中通过施加足够大的 剪切力将一块金属板从较大的坯料中移除。在这个过程中,被移除的部件(称为坯料)不是废料,而是所需部件。冲裁可用于切割几乎任何2D形状的零件,但最常用于切割具有简单几何形状的工件,这些几何形状将在后续工艺中进一步成形。通常,在一次操作中将多张纸张消隐。使用冲裁生产的最终零件包括齿轮,珠宝和手表或钟表组件。坯料部件通常需要二次精加工以消除底部边缘的毛刺。
冲裁过程需要冲裁压力机,钣金原料,冲裁冲头和冲裁死亡。在冲裁压机中将金属板材放置在模具上。模具不是具有空腔,而是具有所需部件形状的切口,并且必须定制,除非形成标准形状。在片材上方,存在冲裁冲头,冲裁冲头是所需部件形状的工具。模具和冲头均通常由工具钢或碳化物制成。液压机将冲头高速向下驱动进入板材。在冲头和模具之间存在小间隙,通常为材料厚度的10-20%。当冲头撞击板材时,该间隙中的金属快速弯曲然后断裂。从原料剪切的坯料现在可以自由落入模具的间隙中。这个过程非常快,

消隐
精密冲裁
钣金加工中对材料的精冲冲是一种特殊类型的冲裁,其中通过施加3个单独的力从坯料中剪切坯料。这种技术可以使零件具有更好的平整度,边缘更光滑,毛刺最小,公差可达±0.0003。因此,可以消除高质量的部件,不需要任何二次操作。然而,额外的设备和工具确实增加了初始成本,并使精细冲裁更适合于大批量生产。精密冲裁的零件包括汽车零件,电子元件,餐具和电动工具。
大多数精密冲裁设备和设置与传统冲裁相似。片材仍然放置在液压机内的冲裁模具上,并且冲裁冲头将冲击片材以移除坯料。如上所述,这是通过施加3种力来完成的。第一种是施加在纸张顶部的向下保持力。夹紧系统将导板紧紧地保持在片材上并且用冲击环(有时称为托管)保持就位,该冲击环围绕冲切位置的周边。第二个力通过“垫子”施加在薄片下方,与冲头正对面。该缓冲垫在冲裁过程中提供反作用力,然后弹出坯料。这两种力减小了板的弯曲并改善了坯料的平整度。最后的力由冲裁冲头提供,并将坯料剪切到模具开口中。在精密冲裁中,冲头和冲模之间的间隙较小,约为0.001英寸,冲裁以较慢的速度进行。结果,代替材料破裂以释放坯料,坯料流动并从板材挤出,提供更光滑的边缘。

精细冲裁
钣金加工中对材料的冲压是一种切割过程,其中通过施加足够大的剪切力从一块金属板上去除材料。冲孔与冲裁非常相似,不同之处在于被去除的材料(称为块料)是废料并且在片材中留下所需的内部特征,例如孔或槽。冲压可用于生产各种形状和尺寸的孔和切口。最常见的穿孔是简单的几何形状(圆形,方形,矩形等)或其组合。这些穿孔特征的边缘会因剪切而产生一些毛刺,但质量相当好。通常执行二次精加工操作以获得更平滑的边缘。
钣金加工中对材料的冲压过程需要冲床,金属板股票, 打孔,并死。金属板料位于冲床内的冲头和冲模之间。位于片材下方的模具具有所需特征形状的切口。在纸张上方,压力机保持冲头,该冲头是具有所需特征形状的工具。通常使用标准形状的冲头和模具,但是可以制造定制工具以冲压复杂形状。无论是标准型还是定制型,该工具通常由工具钢或硬质合金制成。冲床将冲头高速向下驱动通过板并进入下方的模具中。冲头边缘与模具之间存在小间隙,导致材料快速弯曲和断裂。从片材冲压出的块状物通过模具中的锥形开口自由下落。该过程可以在手动冲床上进行,但是今天计算机数控(CNC)冲床是最常见的。CNC冲床可以是液压,气动或电动的,每分钟可提供约600个冲头。此外,许多CNC冲床利用一个转塔,可以容纳多达100个不同的冲头,在需要时可以旋转到位。

冲压
典型的冲压操作是圆柱形冲压工具刺穿金属板,形成单个孔。但是,可以进行各种操作以形成不同的特征。这些操作包括以下内容:
· 穿孔 - 典型的冲压操作,其中圆柱形冲头在板中穿孔。

· 开槽 - 在板材中形成矩形孔的冲压操作。尽管形状不同,有时也会被描述为穿孔。

· 射孔 - 在一次操作中打出大量孔的紧密排列。

· 开槽 - 冲压板材的边缘,形成一部分冲头形状的凹口。

· 步冲 - 沿着路径冲压一系列小的重叠裂缝或孔,以切出更大的轮廓形状。这消除了对定制冲头和模具的需要,但需要二次操作以提高功能的准确性和完成。

· Lancing - 在工作表中创建局部切割,以便不移除任何材料。将材料保持附着以弯曲并形成诸如凸片,通风口或百叶窗的形状。

· 纵切 - 在板材中切割直线。不会产生废料。

· 分离 - 通过冲压零件之间的材料,将零件与剩余的钢板分开。

· 截止 - 将零件与剩余的纸张分离,不产生任何废料。冲头将产生可以是直的,成角度的或弯曲的切割线。

· 修剪 - 从零件周边冲掉多余的材料,例如从拉制的杯子上修剪法兰。

· 剃须 - 使用较小的模具间隙从特征或零件的边缘剪掉最少的材料。用于提高准确性或完成度。公差可达±0.001英寸。

· Dinking - 一种用于冲压软金属的特殊形式的穿孔。一个称为下沉模具的空心冲头,带有倾斜的尖锐边缘,将板材压成一块木头或软金属。

推荐阅读:

相关文章

Solidworks钣金设计 钣金教程 机械设计 铭偌
Solidworks钣金训练纲要 钣金教程 钣金冲压成型 三维规划 机械规划 组织规划 运动仿真教程 钣金零件建模 运用基体法兰来创立钣金零件: 在钣金零件中参加专用的法兰特征,如边线法兰和...
钣金焊接加工工艺有些什么要求
【钣金加工】 钣金焊接加工技术标准 标准项目 图片 阐明 关键 平面对接 用点焊方法有助于进步商品层次和出产功率 如果底座对接,思考到强度平板宽度可大些70mm左右,如果其它侧板等零件可5...

激光切管机在钣金加工行业的应用
激光切管机的应用是通过使用激光束切割材料的过程。这可以用于小而精细的材料或具有更高厚度的材料(例如金属板)。激光切管机简单地涉及使用聚焦激光束(例如脉冲或连续波),使用高度可重复的工艺将各种材料切割成...

钣金工艺验收标准详解 节能环保具较强耐用性
根据基本金属板材加工方法,正如所料,折弯,拉伸,成型,焊接。本说明书中描述的每个加工工艺的要求的方式,应当指出的。根据不同的加工方法切割,可分为普通冲床,冲床几个,开料剪切机,激光切割,切割风,由...
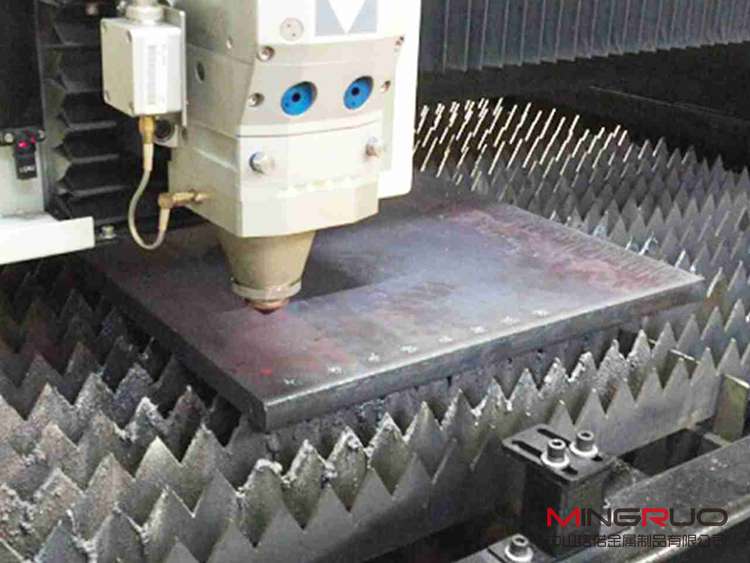
激光切割部
中山铭偌金属制品有限公司采用业内先进的激光切割机,为主要产品(不锈钢、铁板、钢板、镀锌板、铝板等板材)提供高精度、高效率的下料设备,保证高标准的产品质量...

珠海钣金加工中山铭偌金属教你做机柜如何选择好的板材
机柜通常是冷轧钢板或合金钣金加工制作的用来寄存计算机和有关操控设备的物件,能够供给对寄存设备的保护,屏蔽电磁搅扰,有序、规整地摆放设备,便利今后保护设备。机柜通常分为服务器机柜、网络机柜、操控台机柜等...

钣金加工厂如何解决镀锌合金产品起泡问题
锌合金由于成型方便,可塑性强,成本低,加工效率高,广泛应用在卫浴,箱包,鞋服辅料中,但锌合金的起泡问题(电镀;喷涂)却一直困恼着五金厂与电镀厂的朋友。今天我们把多家五金厂和电镀厂针对锌合金起泡故障...

初学冲压必知的模具工艺术语
(1) 冲裁 是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 (2) 切开 ...
 中山铭偌金属制品有限公司
中山铭偌金属制品有限公司